September 30, 2020
The Golden Arms: Welding at Newberry Tanks
“Quality is never an accident,” or so the saying goes. But what goes into quality, and/or craftsmanship? Specifically, when you’re talking about welding? Is craftsmanship purely raw talent with the torch, or does it require more?
While welding a sculpture arguably requires only talent, welding steel tanks for oil and petroleum storage requires not only skill, but dedication, effort, and discipline, every day on the job. Each and every tank, whether is an aboveground storage tank or an underground storage tank, must perform perfectly for the thousands of oil jobber, lube, PEI and agricultural industries that rely on oil and petroleum storage so their own businesses can function. The tanks must also meet industrial, fire, and governmental compliance codes, to protect our safety and our environment. In short, every tank, must be a masterpiece. That’s a high bar.
We decided to pay a visit to the production floor, to find out more about how Newberry achieves that kind of craftsmanship.

Welding with Confidence

The heat is the first thing that strikes you on the floor.
“In the summer, it can be over 100 degrees in here. We have fans and forced air to keep them cool, but welding is by nature hot. And they’re standing a lot of the time, probably 50-75% of the time,” Jerry Cagle explains. Cagle, Director of Inside Sales and Customer Service at Newberry, has been with the company for more than 45 years.
More than 70% of the welders at Newberry have been with the company 10 years or more, and most in the trade for a decade more. As veteran welders, the majority are in their 40’s or 50’s. It’s difficult to imagine what kind of endurance they must have to withstand the heat, let alone, how much of the day they are on their feet at that age. Recruiting veteran welders, let alone retaining them, must be difficult?
Cagle nods, “We know what we have in our guys, and we respect them. We let them work at their own pace, decide when they need breaks.”
Measure Twice, Fit Once
The floor is alive with activity: gas tanks, diesel tanks, DEF tanks, and of course oil storage tanks are all in production. So what is the process for their craftsmanship?
Jerry explains, “The steel is brought out in flats for rolling. We use a standardized, A Grade 36 steel for all standard tanks. As a member of The Steel Tank Institute, we have to use codified, optimal materials. There’s never any question of substitutions, because as an STI member, we are subject to period unannounced inspections, to ensure the materials and that every tank is built to all applicable UL codes in material and design.”
He continues, “Now once the steel is on the floor, we use a Lean Manufacturing process. Every tank is made by one welder start to finish, rather than a team. He’s assigned a tank – say a 10,000-gallon tank. And he’s allotted 8 hours to build that tank on his own. It’s a semi-automated process but he rolls his own sheets out. A 10,000-gallon tank requires five shells. The welder must get them absolutely even – length width and depth. If they miss by even one inch, they’d have problems once they got to the weld – any error like that and it wouldn’t fit up. So they measure everything twice. There’s no room for any mistakes.”
Flux Core Welding & Butt Joints
The true Newberry difference in design is due to flux core welding, as well as butt joints. They require skill from a welder, as well as patience and intention.
“You have to hold the gun precisely in one position, for quite some time,” Jerry explains. “The gun has a little trigger on it. You pull the trigger and wire shoots out of the arc. The arc comes up when the wire hits the steel, melting the wire and fusing the steel. The beauty of the flux core is that it actually does a better job keeping foreign metals out of the melted steel and that helps give you a good weld. If it didn’t have the flux core it would have all kinds of pin holes in it and bubbles and blisters, trash and dust.”
“Some of our competitors still use a sub-arc technique, but we switched years ago after we compared both methods and realized that a sub-arc is slow, which means the build is slower, and that adds to the cost for the customer.”
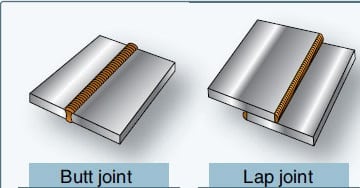
“Saving time with the flux core technique also means we can use butt joints, which are stronger than the lap joints a lot of our competitors use. A butt joint means they abutted two pieces of steel and welded that seal inside as well as outside. A lap joint – or joggle joint – is an overlap joint. It’s not welded on the inside. That means it’s a weaker point on a tank.”
Work Fast, Work Well
Once the tank is welded, the welder will test the tank himself: air test, test for leaks, structural variables, any kind of damage or weakness. If the tank passes every test, the process will be repeated by another welder on the floor to ensure the test itself is correct before the tank is sent out the door as a finished product.
“Our welders work fast. First, because they can: they’re all veterans, as I’ve mentioned. But also there’s a built-in bonus if they can build that 10,000-gallon tank in less than the 8 hours allotted. That’s how we keep our welders happy: they can make more money at Newberry.”
But how does working faster mean better? Isn’t there a risk something would get overlooked? No. Newberry has a failsafe: their Lean Manufacturing principles mean only one welder works on each tank, and each tank has a production number. The welder’s name is inseparable from the quality of his work.
But it’s more than that to these “Golden Arms”, as true artisan welders are called. It’s a matter of pride. Jerry explains, “Frankly, if there was a problem, these guys would pull the tank themselves rather than have the other guys see it.”